
电 话:13286134999
传 真:0750-8382660
邮 箱:info@dongron.com
地 址:广东省江门市鹤山市鹤城镇工业三区
网址:www.drzhuzao.com

2、由于铸钢的缩短大大超越铸铁,三亚叉车零配件加工厂为避免铸件出现缩孔、缩松缺陷,在铸造工艺上大都选用冒口和、冷铁和补助等办法,以完成次第凝结。此外,为避免铸 钢件产 生缩孔、缩松、气孔和裂纹缺陷,定做叉车零配件加工厂应使其壁厚均匀、避免尖角和直角结构、在铸型用型砂中加锯末、在型芯中加焦炭、以及选用空心型芯和油砂芯等来改进砂型或型芯的让步性和透气性。

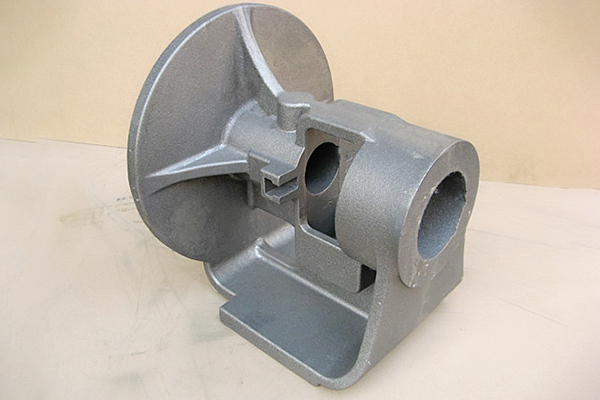
精铸也叫精密铸造,定做叉车零配件属特种铸造。用此方法取得的零件一般不需再进行机加工。如熔模铸造、硅溶胶精密铸造等。不锈钢精密铸造是相对于传统的铸造工艺而言的一种铸造方法。它能取得相对准确地形状和较高的铸造精度。三亚叉车零配件加工厂较普遍的做法是:首先根据产品要求设计制作(可留余量非常小或者不留余量)的模具,用浇铸的方法铸蜡,取得原始的蜡模;在蜡模上重复涂料与撒砂工序,硬化型壳及枯燥;再将内部的蜡模溶化掉,是为脱蜡,取得型腔;焙烧型壳以取得满足的强度;浇注所需要的金属材料;脱壳后清砂,从而获得高精度的成品。依据产品需要或进行热处理与冷加工。

在各种各类不锈钢精密铸造、碳钢精密铸造、精密铸件、脱蜡精铸、硅溶胶铸造、合金钢铸造等精密铸造类的产品上,三亚叉车零配件加工厂每一道工序都是必须走完的。第一是射蜡,要先把蜡胚做好才能有后面的一序列工作,做蜡胚的时候要注意每一模穴用的时间是多少秒,才不会使产品出现凹陷及缺料。第二是品检及组树。第三是制壳,定做叉车零配件制壳的每一道工序都是很重要的,取决于做出来表面的好坏是否会有夹铁,是否会有裂纹。第四是脱腊跟开炉,开炉要把钢水加温到1600度左右才能浇注产品。
1、定做叉车零配件铸件表面增碳,冲型过程中在钢液前沿与固态模样之间的间隙内,大量氢气的产生,说明有大量固相碳的生成,气体产物可在真空作用下透过涂料层而排出铸型,剩下的固相碳吸附于涂层壁,这是造成铸件表面增碳的主要原因之一。其次,蒸汽相苯乙烯、苯等在真空作用下的排出过程中冷凝于涂层及周围型砂中,吸附于涂层界面的液态产物,在钢液凝固、冷却过程中继续受热分解,这是造成三亚定做叉车零配件铸件表面增碳的另一主要原因,并且该过程可能不亚于冲型过程中的铸件表面增碳。

3、定做叉车零配件铸件局部增碳,当钢液引入铸型的方法不当时,在浇注过程中,泡沫塑料模样的液态产物被卷入金属液内部,而后又进一步分解为固相碳和气体。气体若未能逸出金属液而留在金属内部即导致气孔产生;而固相碳则直接为钢液所吸收,从而造成了三亚叉车零配件铸件局部含碳量提高,形成铸件局部增碳缺陷。

(3)粘接泡沫塑料模样用粘结剂使用不当是形成侵入性气孔的重要原因。定做叉车零配件加工厂在实际生产中发现,铸钢件在泡沫塑料模样粘接处往往产生大量的气孔。如果用插接或钢钉连接泡沫塑料模样,该处就不会产生气孔。这是由于连接处使用了较多的粘结剂,无论用851强力胶还是AB胶,其密度是泡沫塑料的几倍甚至几十倍,其汽化速度远比泡沫塑料慢且汽化温度高,当胶还没有汽化时金属液上升而将胶裹住,在随后的冷却过程中不断汽化,从而在定做叉车零配件铸件中形成气孔。






