
电 话:13286134999
传 真:0750-8382660
邮 箱:info@dongron.com
地 址:广东省江门市鹤山市鹤城镇工业三区
网址:www.drzhuzao.com

精密铸造一直是一个非常重要的行业,随着技术的不断进步,精密铸造行业也在不断发展。关于精密铸造的行业需求:第一,精密搬运设备配件价格完成在增长方式上由劳动、资源密集型向技术资本密集型的转变,由粗放污染型向绿色集约型转变,太原精密搬运设备配件产品的质量、品种、数量与世界先进水平相当,优质材料的比重迅速增加,整个精密铸件厂的生产效率、经济效益成倍增长;环境污染得到有效治理,初步建起与环境协调一致的中国铸造材料产业系统。

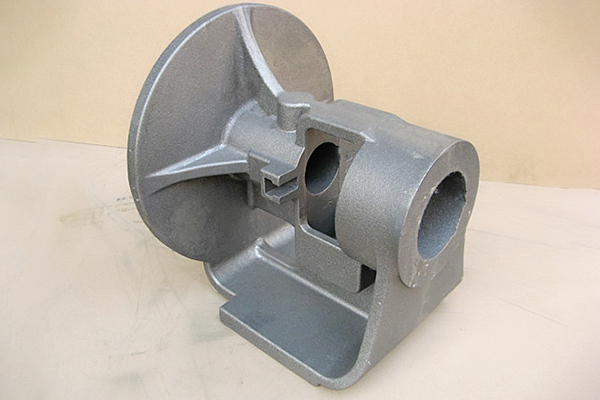
精铸也叫精密铸造,精密搬运设备配件属特种铸造。用此方法取得的零件一般不需再进行机加工。如熔模铸造、硅溶胶精密铸造等。不锈钢精密铸造是相对于传统的铸造工艺而言的一种铸造方法。它能取得相对准确地形状和较高的铸造精度。太原搬运设备配件价格较普遍的做法是:首先根据产品要求设计制作(可留余量非常小或者不留余量)的模具,用浇铸的方法铸蜡,取得原始的蜡模;在蜡模上重复涂料与撒砂工序,硬化型壳及枯燥;再将内部的蜡模溶化掉,是为脱蜡,取得型腔;焙烧型壳以取得满足的强度;浇注所需要的金属材料;脱壳后清砂,从而获得高精度的成品。依据产品需要或进行热处理与冷加工。
消失模铸钢件的气孔与夹渣是真空消失模铸造中常见的一种铸造缺陷,精密搬运设备配件产生气孔夹渣的原因:1、泡沫模样气化后要产生大量的气体和一定的残渣物,这是产生气孔和夹渣缺陷的主要来源。2、浇注系统或内浇道结构不合理时,容易使气体和残渣裹挟在金属液中,形成气孔和夹渣。3、太原搬运设备配件价格浇注温度太低,不能使气体和残渣充分排除、上浮到铸件顶部,也易产生气孔和夹渣。4、在铸件的一些死角,当涂料的透气性很低时,由于气体的反压力的作用,容易使气化气体包裹在表皮下,形成“包气”。

消失模铸造工艺是21世纪的“绿色铸造”工艺,精密搬运设备配件其主要优点有以下几点: 1.铸件尺寸形状精确,重复性好,具有精密铸造的特点;2.铸件的表面光洁度高;3.取消了砂芯和制芯工部,根除了由于制芯、下芯造成的铸造缺陷和废品;4.不合箱、不取模,大大简化了造型工艺,消除了因取模、合箱引起的铸造缺陷和废品;5.太原搬运设备配件价格采用无粘结剂、无水分、无任何添加物的干砂造型,根除了由于水分、添加物和粘结剂引起的各种铸造缺陷和废品;6.大大简化了砂处理系统,型砂可全部重复使用,取消了型砂制备工部和废砂处理工部。

4、太原搬运设备配件价格将已固定在模头上的多个蜡模涂上工业胶水后均匀喷上一层细砂。此砂颗粒很小、很细,这样能确保毛坯表面尽量的光滑。5、在设定的室温(或恒温)下让喷了一层细砂的蜡模自然风干,但不能影响内部蜡模形状变化精密搬运设备配件,自然风干的时间取决于产品本身内部的复杂程度,一般精铸件一次的风干时间大约在5—8小时左右。6、烘烤砂壳为使脱完蜡的砂壳更加坚固和稳固,在浇入不锈钢水之前,必须烘烤砂壳,通常在温度很高的(温度大约在1000°C左右)火炉里烘烤。

尺寸对于铸钢件来说非常重要,因为一个尺寸可能导致整个铸钢件报废也是常有的事,所以,一定在铸钢件的生产过程中一定要控制好尺寸。影响铸钢件尺寸的主要因素:1、精密搬运设备配件工艺的正确性。铸件的非正常变形和尺寸变化要靠工艺措施来调整。2、模型。要防止气候变化的变形和使用过程中的损坏和变形,材料要好,结构要好,形状尺寸要准确。便于操作,防止操作过程中砂型,砂芯的损坏和变形。3、太原搬运设备配件价格生产操作。造型、制芯、合箱、气割、碳刨、热处理等操作都会影响铸钢件的形状和尺寸。






