
电 话:13286134999
传 真:0750-8382660
邮 箱:info@dongron.com
地 址:广东省江门市鹤山市鹤城镇工业三区
网址:www.drzhuzao.com

精密铸造与不锈钢精密铸造哪个更好?只需要看你是什么情况下需要精密铸造的,如果仅仅一般情况下需要的,韶关不锈钢铸造件厂家没有特别在一些地形下使用的话就选择精密铸造好了。但是你如果要在比如说高温的情况下进行操作,这就要选择不锈钢精密铸造了,由于不锈钢有助于不会由于高温而对零件发生扭曲的或者有波纹的影响,精密不锈钢铸造件是最好的选择。按照功能来说,精密铸造和不锈钢铸造的功能是相同的,这一点毋庸置疑。不同的仅仅不锈钢使用时间较长而且极为抗热而已。
(1)浇注位置应尽量使重要的大表面处于竖直或倾斜状态,有利于金属液的平稳充型和塑料模样的逐渐汽化,使气隙压力较小及保持平衡。(2)精密不锈钢铸造件浇注系统优先选用封闭式的底注、阶梯浇注或侧注,保证金属液的平稳流动及避免浇注过程中大量空气进入型腔。(3)提高金属液的浇注温度,减小浇注速度,有利于泡沫塑料模样的充分汽化和迅速地排出。韶关不锈钢铸造件厂家实践证明提高浇注温度可有效地减小气孔等一系列铸造缺陷。铸钢件浇注温度应在1600℃以上,此时应保证涂料有较高的高温强度,否则会导致较严重的粘砂。

(4)水分也是形成铸钢件气孔的因素之一,精密不锈钢铸造件浇注时水分的来源主要有以下几方面:一是涂料没有彻底烘干,或是由于水基涂料中含有CMC、聚乙烯醇、白乳胶、淀粉等有机粘结剂,如果挂有涂料的模样烘干后不能及时浇注,就会吸收空气中的水分。另外,涂料的膨润土等悬浮剂多含有结构水和结合水,由于模样烘干温度一般只有40℃左右,韶关不锈钢铸造件其结构水和结合水一般仍存留于涂料中,这部分水分在高温钢液的作用下汽化;二是泡沫塑料模样由于干燥不充分,泡沫粒珠中仍残留较多的水蒸气;三是来自型砂中的水分。

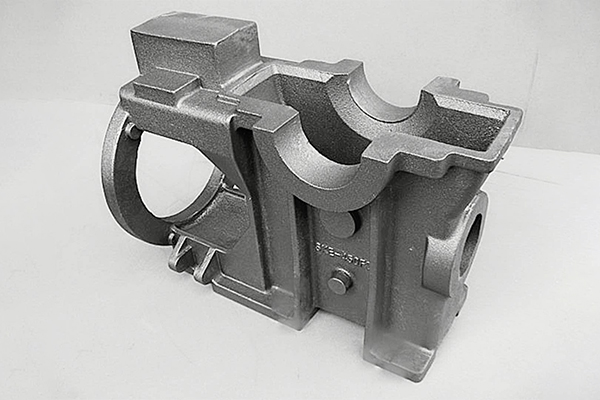
精密不锈钢铸造件精密热加工技术具有生产周期短、成本低、零件使用性能好,产品可靠性高、制坯近无余量等优点,受到世界各国的高度重视。工艺来源于硅溶胶铸造,拥有整套先进设备和材料成分检测仪,铸件尺寸精度高,表面光洁度好,可免除减少机械加工,节省材料和加工费用。韶关精密不锈钢铸造件在加工中冷却是一个很重要的过程:1、合金钢铸件空冷时,应散放在干燥处;2、工件淬火后应及时回火,时间间隔一般不宜超过4h,工件所用合金钢铸件含碳量(碳的质量分数)较低,工件形状简单,不应超过16h;3、冷至室温后方可进行清洗、深冷处理或回火。

1、由于钢液的流动性差,精密不锈钢铸造件厂家为避免铸钢件产生冷隔和浇短少,铸钢件的壁厚不能小于8mm;浇注体系的结构力求简略、且截面规范比铸铁的大;选用干铸型或热铸型;适当提高浇注温度,一般为1520°~1600℃,由于浇注温度高,钢水的过热度大、坚持液 态的时间长,流动性可得到改进。但是浇温过高,会引起晶粒粗大、热裂、气孔和粘砂等缺陷。因此一般小型、薄壁及形状杂乱的铸件,其浇注温度约为钢的熔点温度+150℃;韶关不锈钢铸造件大型、厚壁铸件的浇注温度比其熔点高出100℃左右。






