
电 话:13286134999
传 真:0750-8382660
邮 箱:info@dongron.com
地 址:广东省江门市鹤山市鹤城镇工业三区
网址:www.drzhuzao.com

精密铸造与不锈钢精密铸造哪个更好?只需要看你是什么情况下需要精密铸造的,如果仅仅一般情况下需要的,中山铸造加工厂没有特别在一些地形下使用的话就选择精密铸造好了。但是你如果要在比如说高温的情况下进行操作,这就要选择不锈钢精密铸造了,由于不锈钢有助于不会由于高温而对零件发生扭曲的或者有波纹的影响,精密铸造是最好的选择。按照功能来说,精密铸造和不锈钢铸造的功能是相同的,这一点毋庸置疑。不同的仅仅不锈钢使用时间较长而且极为抗热而已。
消失模铸钢件的气孔与夹渣是真空消失模铸造中常见的一种铸造缺陷,精密铸造产生气孔夹渣的原因:1、泡沫模样气化后要产生大量的气体和一定的残渣物,这是产生气孔和夹渣缺陷的主要来源。2、浇注系统或内浇道结构不合理时,容易使气体和残渣裹挟在金属液中,形成气孔和夹渣。3、中山铸造加工厂浇注温度太低,不能使气体和残渣充分排除、上浮到铸件顶部,也易产生气孔和夹渣。4、在铸件的一些死角,当涂料的透气性很低时,由于气体的反压力的作用,容易使气化气体包裹在表皮下,形成“包气”。

1、由于钢液的流动性差,精密铸造加工厂为避免铸钢件产生冷隔和浇短少,铸钢件的壁厚不能小于8mm;浇注体系的结构力求简略、且截面规范比铸铁的大;选用干铸型或热铸型;适当提高浇注温度,一般为1520°~1600℃,由于浇注温度高,钢水的过热度大、坚持液 态的时间长,流动性可得到改进。但是浇温过高,会引起晶粒粗大、热裂、气孔和粘砂等缺陷。因此一般小型、薄壁及形状杂乱的铸件,其浇注温度约为钢的熔点温度+150℃;中山铸造大型、厚壁铸件的浇注温度比其熔点高出100℃左右。

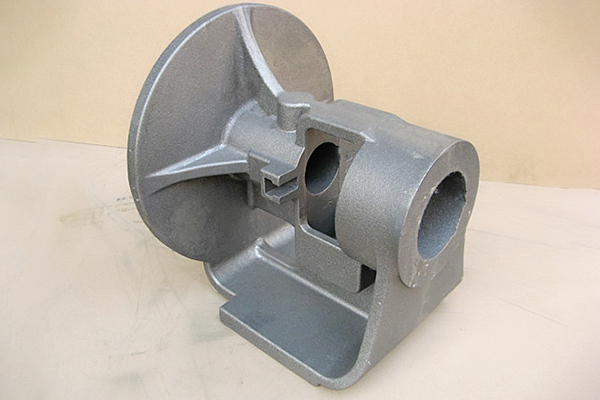
精密铸造又称脱腊精密铸造,精密铸造该工艺在铸造全过程中避免很多公差及钻孔的工艺,基本上能铸造成型,减少机加工成本。精铸造工艺是铸造领域中一项出色的工艺技术,在其运用上十分广范,不但适用多种类型、各种各样不锈钢精密铸造、碳钢精密铸造、合金钢精密铸造,并且生产制造出的铸造件规格精度、工艺性能比别的铸造方式要高。中山铸造这类铸造方法因为铸造全过程中并不处在高温高压情况,更适合铸造航天航空、国防安全、船舶五金、家具五金运用广范等高技术产业链的各类部件。






