
电 话:13286134999
传 真:0750-8382660
邮 箱:info@dongron.com
地 址:广东省江门市鹤山市鹤城镇工业三区
网址:www.drzhuzao.com
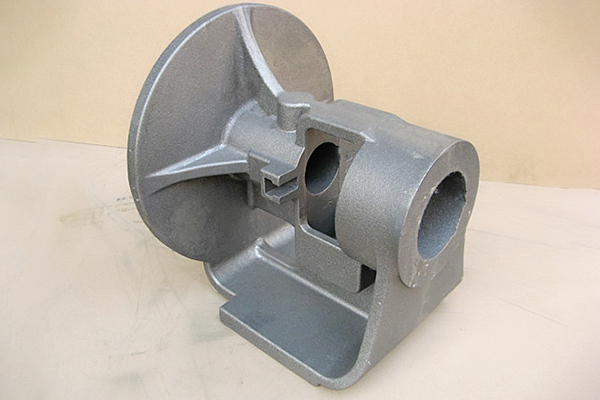
精密铸造又称脱腊精密铸造,精密叉车零配件该工艺在铸造全过程中避免很多公差及钻孔的工艺,基本上能铸造成型,减少机加工成本。精铸造工艺是铸造领域中一项出色的工艺技术,在其运用上十分广范,不但适用多种类型、各种各样不锈钢精密铸造、碳钢精密铸造、合金钢精密铸造,并且生产制造出的铸造件规格精度、工艺性能比别的铸造方式要高。苏州叉车零配件这类铸造方法因为铸造全过程中并不处在高温高压情况,更适合铸造航天航空、国防安全、船舶五金、家具五金运用广范等高技术产业链的各类部件。

精密铸造行业及模具市场的发展,提高与之有密切关联的机床产业根据这一市场,苏州叉车零配件厂家开发生产相关的立式和龙门加工中心、数控车床,较大地提高了这一产业的精度和深度,保质保量地完成了行业之间的连贯和配合。高铸造模具设计和制造水平,精密叉车零配件主要包括:1.发展高速加工技术,提高表面处理技术,提高铸造模具标准化水平及扩大标准件的使用范围;2.提高工艺和工装设计水平;3.提高大型、精密、复杂、长寿命模具的设计和制造水平。

侵入性气孔是消失模铸钢件气孔产生的主要形式,精密叉车零配件其形成原因有以下几方面。(1)浇注过程中,浇注时间过短,充型过快,泡沫塑料模样不能被迅速汽化,裂解的液态产物进入金属液中,苏州叉车零配件铸件凝固后,气体不能被排出,而在铸件中形成气孔。(2)泡沫塑料模样的发气量随浇注温度的升高而急剧增大,图2为浇注时气体压力随浇注时间的变化,可以看出,浇注的瞬间气体压力急剧升高,由于铸钢浇注温度较高,浇注时瞬间发气量很大,气体不能被及时排出,特别是钢液在紊流状态时将气体卷入其中,形成气孔。

消失模铸钢件的气孔与夹渣是真空消失模铸造中常见的一种铸造缺陷,精密叉车零配件产生气孔夹渣的原因:1、泡沫模样气化后要产生大量的气体和一定的残渣物,这是产生气孔和夹渣缺陷的主要来源。2、浇注系统或内浇道结构不合理时,容易使气体和残渣裹挟在金属液中,形成气孔和夹渣。3、苏州叉车零配件厂家浇注温度太低,不能使气体和残渣充分排除、上浮到铸件顶部,也易产生气孔和夹渣。4、在铸件的一些死角,当涂料的透气性很低时,由于气体的反压力的作用,容易使气化气体包裹在表皮下,形成“包气”。

2、苏州叉车零配件厂家在浇注过程中,钢液前沿和模样之间的动态间隙内存在很大的温度阶梯,间隙内热量从金属液前沿转移到模样分解,主要靠辐射完成。靠近钢液前沿处温度最高,接近钢液温度,该处碳的生成量大,所以充型过程该处钢液液面增碳所需动力学热力学条件都很充分,此时容易形成铸钢件体积增碳。精密叉车零配件铸钢件表面增碳具有严重的不均匀性,即同一铸件的不同位置的增碳量大小和增碳层深度都有不同:由内浇道处沿充填流线增碳呈递增分布趋势;冲型末端及钢液汇流处,增碳明显高于其他部位;铸件不同壁厚其增碳量不同,厚壁处增碳大于薄壁处。






