
电 话:13286134999
传 真:0750-8382660
邮 箱:info@dongron.com
地 址:广东省江门市鹤山市鹤城镇工业三区
网址:www.drzhuzao.com
消失模铸钢件的气孔与夹渣是真空消失模铸造中常见的一种铸造缺陷,定做搬运设备配件产生气孔夹渣的原因:1、泡沫模样气化后要产生大量的气体和一定的残渣物,这是产生气孔和夹渣缺陷的主要来源。2、浇注系统或内浇道结构不合理时,容易使气体和残渣裹挟在金属液中,形成气孔和夹渣。3、云南搬运设备配件厂家浇注温度太低,不能使气体和残渣充分排除、上浮到铸件顶部,也易产生气孔和夹渣。4、在铸件的一些死角,当涂料的透气性很低时,由于气体的反压力的作用,容易使气化气体包裹在表皮下,形成“包气”。

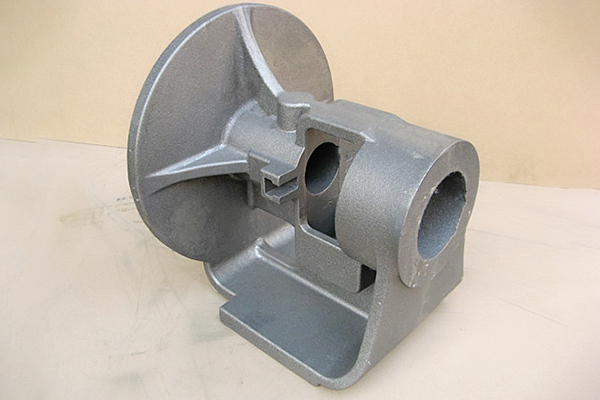
云南搬运设备配件厂家将已经高温溶解成液态的不锈钢水倒入脱完蜡的砂壳里,液态不锈钢水则充满之前蜡 模成型的空间,直至完全注满,包括中间的模头部分。因溶不锈钢的锅炉中会有不同成分的材质混入,工厂必须检测材质百分比。然后根据 需要的比例进行调释,例如增加那些方面元素,达到所需效果。液态不锈钢水冷却凝固后,借助于机械工具或人力将外层的沙壳敲碎,露出固体状 的不锈钢产品即为原先蜡模的形状,定做搬运设备配件也就是所需要的毛坯。然后将逐个切割、分离再经粗磨就成为单一的毛坯件。

1、云南搬运设备配件厂家根据不同形状的产品做模具。模具分上下凹模方式,通过车、刨 、铣 、蚀、电火花等 综合工序完成。凹坑形状、尺寸跟产品半边一致。因为腊模主要用于工业蜡压型使用,因此选用熔点不高,硬度不高、要求较低、价格较便宜、重量较轻的铝合金材料做模具。2、定做搬运设备配件利用铝合金模具生产出大量的工业蜡实芯模型。在正常情况下一只工业蜡实芯模型只能 对应出一只毛坯产品。3、对蜡模周边余量进行精修,去毛刺后将多个单一蜡模粘在预先准备好的模头上,此模头也是用蜡模生产出的工业蜡实芯模型。

定做搬运设备配件熔模铸造最大的优点就是由于熔模铸件有着很高的尺寸精度和表面光洁度,所以可减少机械加工工作,只是在零件上要求较高的部位留少许加工余量即可,甚至某些铸件只留打磨、抛光余量,不必机械加工即可使用。定做搬运设备配件厂家采用熔模铸造方法可大量节省机床设备和加工工时,大幅度节约金属原材料。熔模铸造方法的另一优点是,它可以铸造各种合金的复杂的铸件,特别可以铸造高温合金铸件。

云南搬运设备配件此后升温的过程中进行奥氏体的重结晶。在升温和保温时有部分的碳化物会溶解,但有相当一部分碳化物保留下来。奥氏体中碳脱溶析出的碳化物和共析组织中的碳化物分散度较高,而且在升温和保温过程中会发生粒状化的过程。定做搬运设备配件这样经过重结晶之后,从高温水淬所得到的组织是在经过重结晶有所细化的奥氏体基体上分布有弥散的粒状的碳化物第二相质点,这样的组织对提高材料抗冲击磨料磨损的能力是有利的。

云南搬运设备配件厂家正常情况下精密铸造件,金属液从浇口杯经由直浇道、横浇道、内浇口进入型腔。在这个过程中,有可能在浇注过程中浇注方法不正确,导致有气体卷入或者金属液精炼处理不好自带气体或是金属液与模壳的耐火材料杂质发生反应产生的气体,这些都是在熔模精密铸造中经常遇到的问题。这些气体有些是可以避免的,有些是无法避免的,它们必须有一个出路,不是模壳就是铸件。模壳透气性不好,气体无法逃逸,最后只能从铸件里或铸件外找空间存在。在定做搬运设备配件铸件里,就形成侵入性气孔;在铸件外,就形成浇不足现象,气孔这一系列现象。






