
电 话:13286134999
传 真:0750-8382660
邮 箱:info@dongron.com
地 址:广东省江门市鹤山市鹤城镇工业三区
网址:www.drzhuzao.com

熔模铸造工艺过程较复杂,且不易控制,非标铸造件使用和消耗的材料较贵,故它适用于生产形状复杂、精度要求高、或很难进行其它加工的小型零件,如涡轮发动机的叶片等。开平铸造件加工厂熔模铸造生产的第一个工序就是制造熔模,熔模是用来形成耐火型壳中型腔的模型,所以要获得尺寸精度和表面光洁度高的铸件,首先熔模本身就应该具有高的尺寸精度和表面光洁度。此外熔模本身的性能还应尽可能使随后的制型壳等工序简单易行。

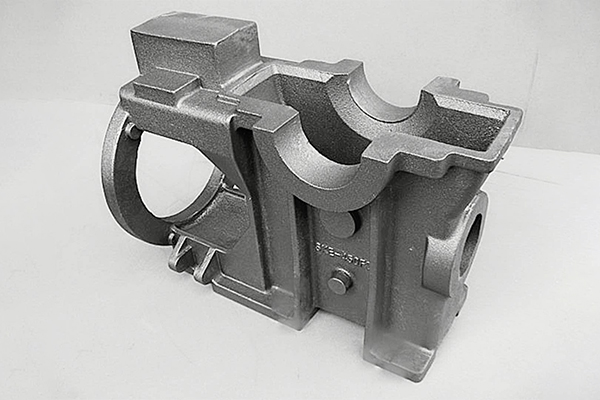
开平铸造件加工厂介绍精密铸造的基本概念,它包含熔模铸造、陶瓷型铸造、金属型铸造、压力铸造、消失模铸造。其间较为常用的是熔模铸造,也称失蜡铸造:选用适合的熔模资料(如白腊)制造熔模;在熔模上重复沾耐火涂料与撒耐火砂工序,硬化型壳及干燥;再将内部的熔模溶化掉,取得型腔;焙烧型壳以取得足够的强度,及烧掉残余的熔模资料;浇注所需求的金属资料;凝固冷却,脱壳后清砂,从而取得高精度的成品。非标铸造件加工厂依据产品需求或进行热处理与冷加工和表面处理。

由于铸钢的缩短大大超过铸铁,开平铸造件加工厂为避免铸件出现缩孔、缩松缺点,在铸造工艺 上大都选用冒口和、冷铁和补助等办法,以完成顺序凝结。此外,为避免铸钢件产生缩孔、缩松、气孔和裂纹缺点,非标铸造件应使其壁厚均匀、避免尖角和直角结构、在铸型用型砂中加锯末、在型芯中加焦炭、以及选用空心型芯和油砂芯等来改进砂型或型芯的让步性和透气性。
消失模铸造工艺是21世纪的“绿色铸造”工艺,非标铸造件其主要优点有以下几点: 1.铸件尺寸形状精确,重复性好,具有精密铸造的特点;2.铸件的表面光洁度高;3.取消了砂芯和制芯工部,根除了由于制芯、下芯造成的铸造缺陷和废品;4.不合箱、不取模,大大简化了造型工艺,消除了因取模、合箱引起的铸造缺陷和废品;5.开平铸造件加工厂采用无粘结剂、无水分、无任何添加物的干砂造型,根除了由于水分、添加物和粘结剂引起的各种铸造缺陷和废品;6.大大简化了砂处理系统,型砂可全部重复使用,取消了型砂制备工部和废砂处理工部。






